使用双金属带锯条的每一位用户都期望生产厂家和带锯条销售商提供能够适应高效率切割工件的锯条产品。应该明确指出的是,高效率的切割必须建立在正确选择带锯条齿形、型号和合理调整、匹配带锯床参数的情况下才能实现。
1、双金属带锯条齿形分类:
目前,双金属带锯条生产厂家和用户对于齿形几何尺寸各部分的名称和齿形的叫法不尽统一,但每种叫法都有它的道理,有的按照齿形功能起名(如管齿、抗拉齿);有的按照齿形的几何形状命名(如直齿、龟背齿、鹰嘴齿)
2、齿形名称的规定:
上面双金属带锯条“规格表”中标明的“匹配齿形”栏目中的表达式有:1.4/2.0、2/3、0.75/1.25、3、4、6等。这些表达式中的数字表示1英寸(25.4mm)长度内所含有的齿数。对于“等齿”如:3、4、6齿,分别表示1英寸长度内含有3、4、6个锯齿,将齿距换算成公制单位分别为8.4mm、6.35mm、4.2mm。表中的1.4/2.0、2/3是“变齿”齿形的表达式。如2/3齿形,是多个齿距组合成一个“循环齿距”,其中最大齿距为2齿齿距(12.7mm),最小齿距为3齿齿距(8.4mm)。其余还有过度齿,过度齿的齿距介于2齿齿距和3齿齿距之间。以此类推,构成了多种“等齿”和“变齿”齿形。
4、各类齿形的优缺点和适用范围:
1标准等齿:
优点:由于齿距相等,切割工件时切削受力均匀,切面平整光滑。
缺点:使用过程中,容易与机床的固有频率产生共振,损坏工件和锯条。由于前角为零度,需要加大进给压力才能提高效率。由此而产生锯条背边在锯床导向臂中的合金限位块上加快磨损,减少寿命。
适用范围:切割实心材和小径实心材的成束切割。
2标准变齿:
优点:由于齿距不相等,能够很好地消除与机床固有频率产生共振,切割平稳,减小噪音。这也是变齿齿形在实践中应运而生的根本原因。
缺点:由于齿距变化不等,齿槽容削空间和工件切面刀花不均匀。
适用范围:切割槽钢、工字钢、异型钢等截面变化的工件。
3勾齿:
优点:勾齿的前角一般为3—10°,在切割工件时,锯条自身能产生附加的进给压力,前角越大,这个附加进给压力就越大;而切削力越大,这个附加压力也越大。从而为锯条背边减压,有效地保护了锯条的背边受损,延长了锯条寿命。采用小进给压力和适中的线速度切割会有效地提高工作效率。
缺点:不适宜大进给压力和高速切割。【使用时尤为注意】
适用范围:勾齿等齿和勾齿变齿是标准齿的改进,合理的选择使用勾齿型双金属带锯条将提高锯割效率和节省锯条,降低成本。
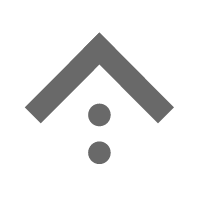
4勾齿自身能产生附加进给压力原理图:
从上图看出:带前角的“勾齿”在切割受力时,都会产生向下的进给分力。进给分力的大小与前角和主切削力的大小成正比。
带锯条齿数选择与接触工件齿数的原则
有时我们会发现在材料加工过程中锯条极易发生拉齿掉齿的现象。这个时候我们除了考虑其他因素的影响外,首先应该检查选择的锯条齿数是否正确。对于被切削的材料,